一、PPR管的焊接步骤
1、管道和接头的表面要保证平稳、清洁、无油。
2、在管道插入尝试处做记号。(等于接头的套入深度)。
3、把整个嵌入深度加热,包括管道和接头,在焊接工具中进行。
4、当加热时间完成后,把管道平稳而均匀地推入接头中,形成牢固而良好的结合。
5、在管道接头焊接之后的几秒钟之内,可以调节接头位置。
6、在短时间之内,接头就完全可以随负荷。
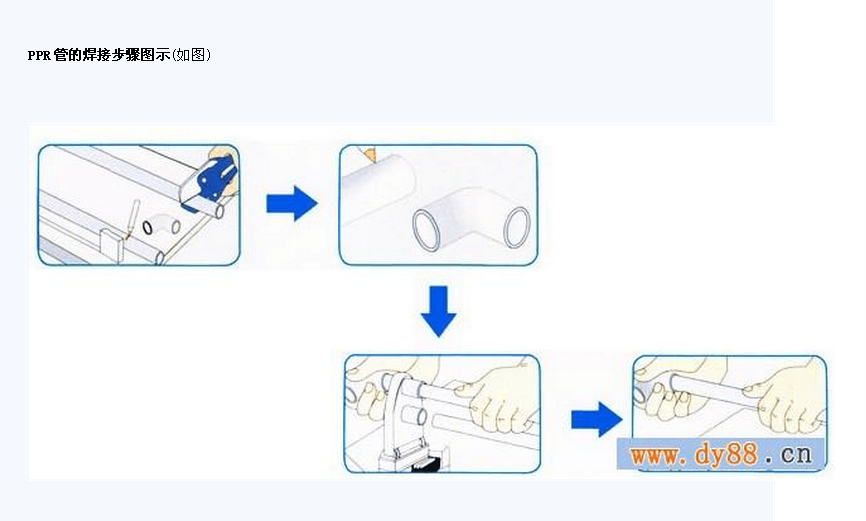
PPR管的焊接步骤图示(如图)
图1、用一个自调式热熔焊机把管道和管件熔接在一起,温度为260°C。
图2、把机器接通电源(220伏)并等待片刻,当绿灯闪烁说明已达到焊接温度,开始工作。
图3、由于材料重量轻,有挠曲性,所有熔接可在工作台上进行,基于这一优点,节省工时。
图4、有时要在墙内进行某些连接,要注意在这种接合地点有足够的操作空间可以操作。
 二、系统水压试验
二、系统水压试验
1、水压强度试验压力应为管道系统工作压力的1.5倍,但不得小于0.60MPa。
2、水压试验之前,对试压管道采取安全有效的固定和保护措施。
3、水压试验步骤
(1)、将试压管道末端封堵,缓慢注水,同时将管道内气体排除。
(2)、充满水后进行水密性检查。
(3)、系统应缓慢升压,升压时间不得小于10min。
(4)、升压至规定试验压力后,停止加压,稳压15到30分钟,观察接头部分有无漏水现象。
(5)、稳压半小时后,再补压至规定的试验压力值以消除管道因装水承压后,管道体积膨胀对试压结果的干扰。




